0 محصولات
نمایش سبد خرید
انواع جوش و فرایند جوشکاری
انواع جوش و فرایند جوشکاری
فرایند جوشکاری یکی از روش های ساخت می باشد که با هدف اتصال دائمی مواد مختلف همجون فلزات، سرامیک ها، پلیمر و کامپوزیت به به کار می رود که به صورت عمده برای متصل کردن دو فلز به کار می رود و فرایند جوشکاری شامل استقاده از منبع گرما برای ذوب ماده و سرد کردن آن برای تشکیل جوش می شود. انواع مختلفی از فرایندهای جوشکاری وجود دارند که در ادامه به توضیح برخی از آن ها می پردازیم.
انواع جوشکاری
SMAW : جوشکاری قوس الکتریکی روکش دار که به علت سهولت در استقاده و کارایی بالا به صورت گسترده در صنعت استقاده می شود.
دستگاه های مورد استفاده برای جوش با قوس الکتریکی در انواع ترانسفورماتور، رکتیفایر، دینام و موتور و ژنراتور می باشند. محدوده ولتاژ و جریان مورد استفاده در جوشکاری قوس الکتریکی به ترتیب ۱۷- ۴۵ ولت و ۱۰۰-۵۰۰ آمپر می باشد.
الکترود ها عموما رسانای خوب الکتریسیته اند و از دوبخش هسته که اغلب اهنی است و پوسته تشکیل شده اند. در حین جوشکاری هسه شدو بدشه و باعث اصالت د و قطعه می شود. ی که حوضچه مذاب تشکیل می شود اگر در معرض هوای ازاد قرار گیرد هم می تواند باغث ایجاد ناخالصی در جوش شده و هم باعث ایجاد تخلخل(حفره) در جوش می شود. برای جلوگیری از بروز این موارد پوسته الکترود به عنوان محافظ عمل کرده و با ایجاد لایه ای محافظ مانع ورود ناخالصی ها به جوش می شود و همچنین مانع سرد شدن سریع حوضجه مذاب می شود.
در این روش می توان از هر دو نوع منبع AC و DC استفاده کرد.
در جوش با منیع Ac به علت متناوب بودن جریان قطب های مثبت و منفی به طور متناوب تغییر می کنند. به همین علت گرمای حاصل از جوش بین قطعه کار و الکترود تقسیم می شود.
جوشکاری با منبع DC به دو نوع جوشکاری با قطب منفی (DCEN[1]) یا قطب مثبت (DCEP[2]) تقسیم می شوند.
در روش جوش با قطب منفی انبر الکترود گیر الکترود را به قطب منفی و قطعه کار را به قطب مثبت وصل می کنیم که به روش جوشکاری با قطب مثبت (DCSP) نیز معروف است. در این روش به علت بمباران قطعه کار توسط الکترون های حدا شده از قطب منفی خدود ۳/۲ گزمای حاصل از جوشکاری در قطعه کار قزار دارد.
در جوشکاری با قطب مثبت الکترود به قطب مثبت دستگاه و قطعه کار به قطب منفی وصل می شوند. در این حالت که به جوشکاری با قطب معکوس(DCRP) نیز معروف است حدود ۱/۳ گزمای خاصل در قطعه کار و ۲/۳ ان نیز در الکترود قزاز دارد که باعث ذوب بیشتر الکترود می شود.
جوشکاری انواع مختلفی دارد و دسته بندی جوشکاری بر اساس پارامترهای مختلفی انجام می گیرد. که عبارتند از:
نوع منبع حرارت ذوب جوش که می تواند نوع دستگاه یا فرایند آن باشد.
نوع فرایند جوشکاری از نوع مصرفی بودن یا غیر مصرفی بودن الکترئد نیز تقسیم بندی می شوند. در روش های الکترود مصرفی الکترود و قطعه کار ذوب شده و باعث اتصال می شوند. در روش الکترود غیر مصرفی الکترود عامل برقراری جریان و ایجاد گرما بوده و مصرف نمی شود و ذوب دو فلز توسط گرما باعث اتصال دو قطعه می شود.
فرایند های جوش از لحاظ روش محافظت از حوضچه مذاب به سه نوع الکترود های روکش دار، تحت حفاظت گاز، و زیرپودری تقسیم می شوند.
MIG
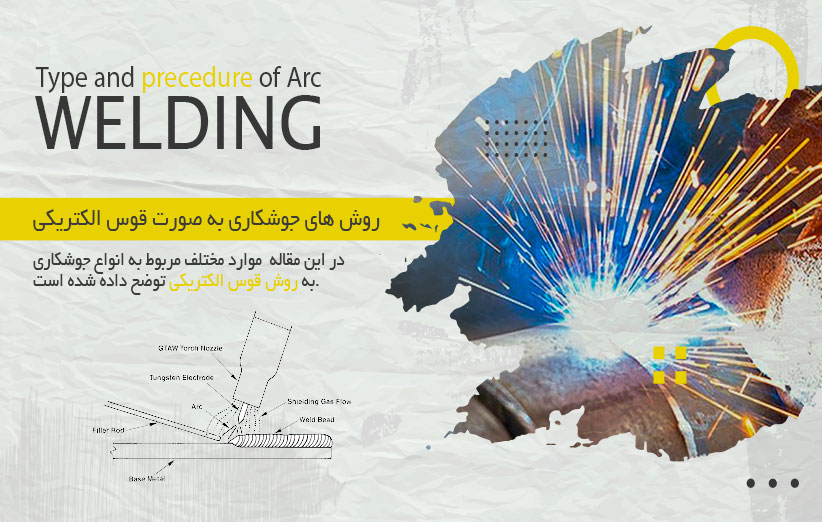
نوعی دیگر از روش جوشکاری تحت حفاظت گاز می باشد که از لحاظ مصرف الکترود به دو نوع مصرفی([۳]MIG) و غیر مصرفی([۴]TIG) تقسیم می شوند. در این روش برای حفاظت حوضچه مذاب در برابر گازهای مخرب اتمسفر اغلب از گاز آرگون استفاده می شود. این روش برای جوش فلزات و آلیاژ های غیر اهنی مانند آلمینیوم استفاده می شود.
SAW
[SAW[5 نیز روشی دیگر از جوشکاری است که به جوش زیرپودری معروف است. این روش به دو صورت نیمه اتوماتیک و تمام اتوماتیک انجام می شود. در روش نیمه اتوماتیک قطعه کار ثابت بوده و فقط انبر الکترود گیر جوشکاری با سرعت تعیین شده حرکت میکند. در روش اتوماتیک بنا به شرایط هم قطعه کار هم تفنگ جوش می توانند حرکت کنند. در این روش جوشکاری الکترود مصرفی باعث اتصال قطعه کار میشود . از نوع جوشکاری با الکترود مصرفی است.
[۱] Direct current electrode negative
[۲] Direct current electrode positive
[۳] Metal inert gas
[۴] Tungsten inert gas
[۵] Submerged arc welding
0